Трос из нержавеющей стали 1 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×7 — это высококачественный, прочный и универсальный канат, изготовленный из одной пряди из семи отдельн...
Подробнее

Для сварки нержавеющей стали TIG (инертным вольфрамовым газом) требуется присадочная проволока, которая достаточно точно соответствует составу основного металла, чтобы сохранить механические свойства и коррозионную стойкость сварного соединения, а также соответствует конкретным требованиям процесса TIG к форме проволоки, чистоте и характеристикам подачи. Выбор марки присадочной проволоки TIG — это первое и наиболее важное решение по спецификации в любом проекте сварки нержавеющей стали. Если ошибетесь, вы сможете получить сварной шов, который внешне выглядит идеально, но имеет пониженную коррозионную стойкость, сенсибилизацию на границах зерен или недостаточную прочность для эксплуатационных требований.
В этом руководстве описаны основные марки проволоки TIG из нержавеющей стали, используемые в коммерческом и промышленном производстве, для чего они предназначены и как согласовать характеристики проволоки с основным металлом и условиями эксплуатации.
При сварке TIG неплавящийся вольфрамовый электрод создает дугу и плавит основной металл. Присадочная проволока подается сварщиком вручную в сварочную ванну, добавляя металл для заполнения шва. Область сварки защищена от атмосферного кислорода и азота защитным газом — обычно чистым аргоном для TIG нержавеющей стали или аргоном с небольшим процентом гелия или водорода, в зависимости от применения.
Поскольку металл присадочной проволоки становится частью сварочной ванны и затвердевает в виде металла сварного шва, его состав напрямую определяет химический состав готового сварного шва. Если в присадочной проволоке недостаточно хрома для поддержания пассивной пленки, металл сварного шва будет иметь более низкую коррозионную стойкость, чем основной металл. Если содержание углерода слишком велико, в зоне термического влияния во время сварки может возникнуть сенсибилизация, вызывающая обеднение границ зерен хромом и зоны пониженной коррозионной стойкости. Если состав не соответствует основному металлу, сварной шов может быть склонен к горячему растрескиванию во время затвердевания.
Проволока TIG из нержавеющей стали разработана на основе тех же принципов легирования, что и марки нержавеющей стали, для которой они предназначены для сварки — разница в том, что химический состав проволоки TIG слегка корректируется в зависимости от состава основного металла, чтобы учесть металлургические изменения, которые происходят во время плавления и затвердевания сварочной ванны.
ER308L — наиболее широко используемая проволока для сварки TIG из нержавеющей стали и стандартная спецификация для сварки нержавеющей стали 304 и 304L. Химический состав ER308L (18 % хрома, 8 % никеля, содержание углерода до уровня ≤0,03 %) соответствует семейству неблагородных металлов 304. Обозначение низкого содержания углерода («L») контролирует содержание углерода на том же уровне, что и основной металл 304L, предотвращая сенсибилизацию в зоне термического влияния во время многопроходной сварки и тяжелого производства.
ER308L — это правильная спецификация для изготовления нержавеющей стали 304 общего назначения: структурных каркасов, резервуаров, сосудов, архитектурных металлоконструкций, пищевого оборудования и большинства промышленных применений, где основным металлом является 304 или 304L. Это нержавеющая проволока TIG, используемая по умолчанию для сварки нержавеющей стали, и она доступна в самом широком диапазоне диаметров и вариантов упаковки.
ER316L — это присадочная проволока для основного металла из нержавеющей стали 316 и 316L. В результате химического процесса к базовому составу ER308 добавляется 2–3% молибдена, что соответствует содержанию молибдена в недрагоценном металле 316, что обеспечивает его превосходную стойкость к хлоридной коррозии. Если для сварки основного металла 316 используется присадка ER308L, то в металле сварного шва не будет молибдена — зона сварки будет иметь более низкую коррозионную стойкость, чем окружающий основной металл 316, что потенциально создает слабое звено в защите от коррозии изготовленного узла в хлоридных средах.
ER316L — это правильная спецификация для всех видов сварки нержавеющей стали 316 или 316L в чувствительных к коррозии применениях — производстве судового оборудования, оборудовании для пищевой и химической обработки, металлических конструкциях береговой архитектуры и любых других применениях, где 316 указан из-за ее устойчивости к хлоридам. Использование ER316L для всех сварных швов 316 (вместо того, чтобы пытаться использовать ER308L в целях экономии средств) является технически правильным подходом и позволяет избежать риска коррозии зоны сварки, которая может поставить под угрозу всю сборку.
ER309L имеет более высокое содержание хрома и никеля, чем ER308L (обычно 23% Cr, 13% Ni), и используется в основном в двух конкретных ситуациях: сварка разнородных металлов (нержавеющая сталь с углеродистой сталью или нержавеющая сталь с низколегированной сталью) и в качестве первого проходного масляного слоя при наплавке. При сварке нержавеющей стали с углеродистой сталью эффект разбавления основного металла углеродистой стали снижает содержание хрома и никеля в сварочной ванне ниже минимума, необходимого для работы нержавеющей стали — более высокое содержание сплава ER309L обеспечивает буфер, поэтому разбавленный сварочный нагар по-прежнему соответствует требованиям к производительности. По той же причине ER309L также используется для первого прохода сварки при наплавке или нанесении накладок из нержавеющей стали на подложки из углеродистой стали.
Суффикс «Si» обозначает более высокое содержание кремния (обычно 0,65–1,0% Si по сравнению с 0,30–0,65% для стандартных марок). Кремний улучшает смачивание и текучесть сварочной ванны, улучшая профили валиков и уменьшая пористость сварных швов TIG, особенно при автоматизированной сварке TIG и при сварке более тонких материалов. Коррозионная стойкость и механические свойства практически эквивалентны базовым маркам ER308L и ER316L. Для ручной сварки TIG, когда сварщик контролирует текучесть ванны с помощью техники, подходят стандартные марки; Для автоматизированных процессов, где поведение сварочной ванны оптимизировано для обеспечения единообразия, марки Si предлагают преимущества обработки.
ЭР347 wire is alloyed with niobium (columbium) as a stabilizer that ties up carbon and prevents sensitization without the need for the low-carbon "L" grade approach. It is used for welding 347 stainless steel base metal and for high-temperature service applications where the weld will be exposed to sustained elevated temperatures (above approximately 400°C). The stabilized composition of ER347 prevents carbide precipitation at service temperature, where even L-grade steels may sensitize over an extended time at temperature. For standard ambient-temperature service, ER308L or ER316L provides adequate sensitization protection; for high-temperature process equipment and exhaust systems, ER347 or equivalent stabilized filler may be the appropriate specification.
Диаметр присадочной проволоки TIG выбирается в первую очередь исходя из толщины свариваемого основного металла и конфигурации соединения. Общая закономерность заключается в том, что диаметр присадочной проволоки должен быть примерно пропорционален толщине основного металла — использование проволоки, слишком тяжелой для основного металла, приводит к чрезмерному поступлению тепла и деформации; Использование проволоки, слишком тонкой для тяжелых секций, требует слишком большого количества проходов и увеличения времени сварки.
| Толщина основного металла | Типичный диаметр проволоки TIG | Примечания |
|---|---|---|
| 0,5–1,0 мм (лист) | 1,0 мм | Очень тонкий лист; автогенная сварка (без присадки) применяется и для стыковых соединений. |
| 1,0–2,0 мм | 1,0–1,6 мм | Производство легких листов и труб |
| 2,0–4,0 мм | 1,6–2,0 мм | Самый распространенный ассортимент для изготовления труб и конструкций. |
| 4,0–8,0 мм | 2,0–2,4 мм | Средняя тарелка; корневые проходы при многопроходной сварке труб |
| 8,0 мм и выше | 2,4–3,2 мм | Тяжелые пластины и конструкционные профили; требуется многопроходной режим |
При сварке труб — одном из наиболее распространенных применений TIG-сварки нержавеющей стали в технологических трубопроводах и сантехнике в пищевой промышленности — корневой проход (первый проход внутри стыка труб) обычно сваривается проволокой меньшего диаметра (1,6 мм) с защитой защитного газа внутри трубы для предотвращения окисления корня. Для заполняющих и закрывающих проходов используется диаметр, соответствующий толщине стенки трубы. Последовательный выбор диаметра проволоки в рамках процедуры сварки важен для квалификации процедуры по таким стандартам, как ASME IX или ISO 15614, где аттестованный диапазон переменных, включая диаметр присадочной проволоки, является частью записи процедуры.
Качество поверхности проволоки TIG имеет решающее значение в отличие от качества поверхности проволоки MIG/MAG, поскольку проволока подается вручную непосредственно в сварочную ванну, минуя контактный наконечник или механизм подачи проволоки, которые выдерживают незначительное загрязнение поверхности. Любое масло, смазка для волочения или оксид на поверхности проволоки попадают непосредственно в сварочную ванну и могут вызвать пористость, загрязнение или потерю покрытия защитным газом в зоне сварки.
Качественная нержавеющая проволока TIG производится с блестящей и чистой поверхностью, вытянутой до конечного диаметра и очищенной от волочильных смазок перед упаковкой. Поверхность должна быть однородной, без окалины, ямок и видимых загрязнений по всей длине. Проволока, которая неправильно хранилась или с ней обращались, может иметь окисление или загрязнение поверхности, что влияет на качество сварки; Проволоку TIG следует хранить запечатанной в оригинальной упаковке в чистом, сухом месте и использовать в течение разумного периода времени после открытия.
Проволока TIG поставляется прямыми отрезками (обычно 1 метр, иногда 500 мм для проволоки малого диаметра в ограниченном пространстве), а не на катушках, поскольку жесткость, необходимая для ручной подачи в сварочную ванну, несовместима с намотанной формой, используемой в устройствах подачи проволоки. Прямая проволока является универсальным форматом упаковки для присадки TIG. Проволока обычно упаковывается в пакеты по 5 или 10 кг для коммерческих объемов, при этом каждая проволока упаковывается индивидуально или пучок запечатывается для предотвращения поверхностного окисления во время хранения.
Сварка TIG является подходящим процессом для нержавеющей стали, когда качество и внешний вид сварного шва являются приоритетными, когда секция достаточно тонкая, и контроль тепловложения имеет значение для деформации, и когда сварной шов должен соответствовать строгим требованиям контроля на пористость и содержание включений. TIG обеспечивает самые чистые сварные швы с наименьшим подводом тепла среди обычных дуговых процессов, без брызг и с превосходным внешним видом шва. Стоимость ниже, чем у MIG/MAG, поскольку скорость наплавки ниже, а для этого процесса требуется квалифицированный сварщик, который может одновременно управлять длиной дуги, скоростью перемещения и подачей присадочной проволоки.
MIG/MAG (GMAW) с использованием проволоки из нержавеющей стали более продуктивен для тяжелых секций и производственной сварки, где скорость и скорость наплавки являются приоритетными. Качество сварки при сварке MIG хорошее, но, как правило, не такое же, как при сварке TIG для тонких работ, тонких сечений и применений, где важен внешний вид. В большинстве случаев промышленного производства нержавеющей стали используется комбинация: TIG для корневых проходов, тонких срезов, видимых сварных швов и работ, где требования к качеству самые высокие; MIG для проходов заполнения, тяжелых профилей и крупносерийного производства, где преимущество качества TIG не оправдывает затраты на производительность.
Технически, ER308L можно использовать для сварки основного металла марки 316 и обеспечить прочный сварной шов без трещин. Проблема в том, что полученный металл сварного шва не будет содержать молибден — элемент, который придает 316 превосходную стойкость к хлоридной коррозии. В случае применения, чувствительного к коррозии, зона сварного шва будет самым слабым местом в сборке: окружающий основной металл 316 сопротивляется воздействию хлоридов, но металл сварного шва ER308L ведет себя как 304 с точки зрения точечной и щелевой коррозии. Со временем в морской или химической среде сварные швы будут преимущественно корродировать, что в конечном итоге поставит под угрозу целостность конструкции. Правильный подход – всегда использовать ER316L при сварке основного металла марки 316, где важна коррозионная стойкость. Разница в стоимости между ER308L и ER316L незначительна по сравнению с трудозатратами на сварку.
Чистый аргон (Ar) является стандартным защитным газом для сварки TIG нержавеющей стали. Аргон обеспечивает стабильные характеристики дуги и хорошее покрытие сварочной ванны по цене, которая делает его стандартным для ручной TIG. Для некоторых применений, особенно в автоматизированной TIG на более тяжелых секциях, используются смеси аргона и гелия (обычно 70–80% Ar, 20–30% He), поскольку добавление гелия увеличивает энергию дуги и теплопередачу, обеспечивая более высокие скорости движения и лучшее проплавление. Небольшие добавки водорода (1–3%) к аргону используются в некоторых специализированных применениях (так называемые формовочные газы или смеси водорода с аргоном) для улучшения чистоты поверхности и уменьшения окисления, особенно при сварке труб и трубопроводов, где качество внутренней поверхности имеет значение. Чистый CO₂ и смеси аргона и CO₂ — стандартные для углеродистой стали MIG/MAG — не следует использовать для TIG нержавеющей стали: CO₂ вносит углерод в сварочную ванну и вызывает окисление поверхности нержавеющей стали. Сварка TIG нержавеющей стали требует инертной защиты (на основе аргона) для сохранения качества поверхности и состава сварного шва.
Допуск на диаметр проволоки TIG указан в AWS A5.9 (американский стандарт для сварочной проволоки из нержавеющей стали) как ±0,01 дюйма (приблизительно ±0,25 мм) для большинства диаметров. Этот допуск обеспечивает постоянный диаметр проволоки по всей длине, что важно для ручной TIG, поскольку сварщик разрабатывает единую технику, основанную на диаметре проволоки — непостоянный диаметр приводит к изменяющейся геометрии валика и погонному теплу даже при последовательной технике сварки. Для автоматизированных систем TIG постоянство диаметра еще более важно, поскольку скорость подачи проволоки контролируется объемом в единицу времени; Изменение диаметра изменяет наплавленный объем и нарушает профиль сварного шва. При закупках запрос на проволоку, сертифицированную по AWS A5.9 или эквивалентному национальному стандарту, гарантирует соблюдение допусков на размеры, а также то, что проволока проверена на химический состав, под которым она продается.
Проволока TIG из нержавеющей стали | Проволока из нержавеющей стали | Проволока из нержавеющей стали Rope | Болты из нержавеющей стали | Стержень из нержавеющей стали | Свяжитесь с нами

Трос из нержавеющей стали 1 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×7 — это высококачественный, прочный и универсальный канат, изготовленный из одной пряди из семи отдельн...
Подробнее
Трос из нержавеющей стали 1 × 19. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×19 представляет собой прочный и высокопрочный канат, изготовленный из одной пряди из 19 отдельных пров...
Подробнее
Трос из нержавеющей стали 7 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 7×7 — это универсальный, прочный и гибкий канат, состоящий из семи прядей, каждая из которых содержит семь отде...
Подробнее![7X19 [6x19+IWS] Трос из нержавеющей стали 304/316](/steelwirerope-china/2024/12/20/4.jpg)
7X19 [6x19 IWS] Трос из нержавеющей стали. Знакомство с продукцией Обзор: Трос из нержавеющей стали 7X19 [6x19 IWS] представляет собой высокопроизводительный трос, предназначенный для применений...
Подробнее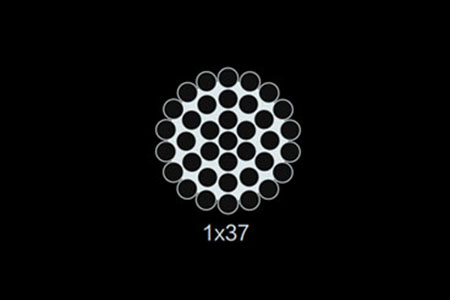
Трос из нержавеющей стали 1 × 37. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×37 представляет собой высокопрочный и долговечный канат, изготовленный из одной пряди из 37 отдельных ...
Подробнее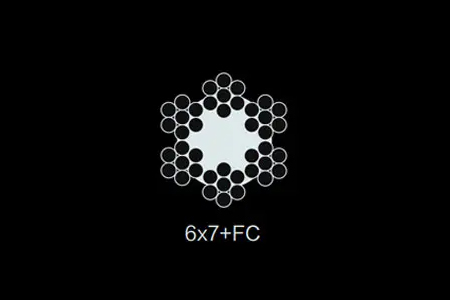
Трос из нержавеющей стали 6 × 7 FC. Знакомство с продуктом Обзор: Трос 6×7 FC из нержавеющей стали — это высококачественный канат, предназначенный для применений, требующих как прочности, так и гибкос...
Подробнее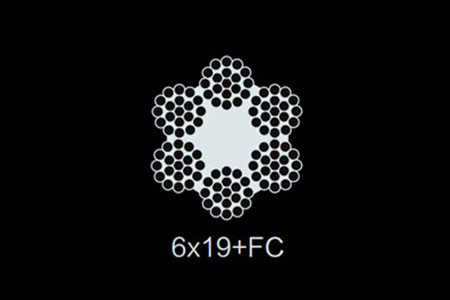
Трос из нержавеющей стали 6 × 19 FC. Знакомство с продуктом Обзор: Трос из нержавеющей стали 6×19 FC — это высокопроизводительный универсальный канат, обеспечивающий исключительную прочность, ги...
Подробнее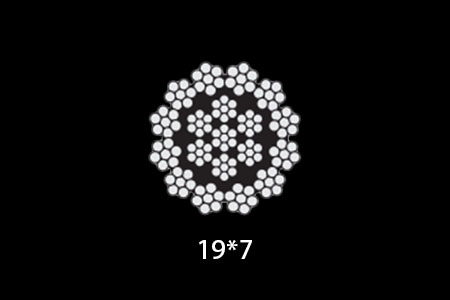
Трос из нержавеющей стали 19 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 19×7 — это высокопроизводительный трос, предназначенный для широкого спектра применений, требующих как п...
Подробнее
Трос из нержавеющей стали 7 × 37. Знакомство с продуктом Обзор: Трос из нержавеющей стали 7×37 представляет собой высокопрочный, гибкий и долговечный канат, состоящий из 7 прядей, каждая из кото...
Подробнее
Трос из нержавеющей стали 6 × 37 FC. Знакомство с продуктом Обзор: Трос из нержавеющей стали 6×37 FC представляет собой высокопроизводительный многопрядный канат, предназначенный для применений, требу...
Подробнее
Трос из нержавеющей стали 6 × 36 WS FC. Знакомство с продуктом Обзор: Трос из нержавеющей стали 6×36 WS FC — это высококачественный канат для тяжелых условий эксплуатации, предназначенный для пр...
Подробнее
Черный трос из нержавеющей стали 7 × 7 (процесс травления фосфорной кислотой) Знакомство с продуктом Обзор: Черный трос из нержавеющей стали 7×7 (процесс травления фосфорной кислотой) — это высо...
Подробнее
 сканирование WeChat
сканирование WeChat