Трос из нержавеющей стали 1 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×7 — это высококачественный, прочный и универсальный канат, изготовленный из одной пряди из семи отдельн...
Подробнее

Такелажное оборудование составляет основу любой подъемно-транспортной операции и служит критически важным связующим звеном между грузом и подъемным устройством. Будь то строительство, судоходство, производство или морская промышленность, целостность этих компонентов определяет успех и безопасность поставленной задачи. Без качественного, правильно подобранного оборудования даже самый мощный кран становится обузой. Основной вывод, который следует сделать, заключается в том, что понимание конкретных функций, пределов нагрузки и требований к техническому обслуживанию каждой части аппаратного обеспечения — это не просто техническая деталь, а фундаментальная предпосылка для эксплуатационной безопасности. Пренебрежение нюансами этих компонентов приводит к катастрофическим сбоям, задержкам проекта и серьезным угрозам безопасности. Таким образом, уделение приоритетного внимания правильному выбору и тщательной проверке такелажного оборудования является единственной наиболее эффективной стратегией снижения рисков при подъеме тяжелых грузов.
Чтобы построить надежную сборку такелажа, необходимо понимать различные роли, которые играют различные типы оборудования. Каждый компонент разработан для решения конкретных механических задач, таких как соединение, подъем или натяжение. Использование неправильного типа оборудования для конкретного применения является основной причиной несчастных случаев на такелаже. Ниже мы рассмотрим наиболее распространенные категории и их конкретные функции.
Скобы — это рабочие лошадки такелажа, используемые для соединения различных частей подъемного оборудования, таких как стропы, крюки и цепи. Они универсальны, но выбирать их следует тщательно. Двумя наиболее распространенными типами являются якорные кандалы и цепные кандалы. Анкерные скобы с более широкой дугообразной формой предназначены для выдерживания многомерных нагрузок и позволяют выполнять соединения под разными углами без значительной боковой нагрузки. Напротив, цепные скобы имеют более узкую конструкцию и предназначены строго для прямолинейного тягового усилия. Использование скобы цепи для боковой нагрузки является опасным неправильным обращением, которое может деформировать корпус скобы и привести к поломке. Кроме того, характеристики типов штифтов, таких как винтовые штифты, болтовые штифты и круглые штифты, определяют их пригодность для постоянного или временного применения.
Крюки действуют как связующее звено между такелажным оборудованием и самим грузом. Они бывают различных форм, включая крючки с проушинами, крючки со скобами и крючки для сортировки. Важнейшей особенностью современных такелажных крюков является предохранительная защелка — механизм, предназначенный для предотвращения случайного соскальзывания груза с крюка во время движения. Однако защелка не рассчитана на вес груза; он просто удерживает пращу. Для тяжелых условий эксплуатации часто требуются крюки из кованой легированной стали, способные выдерживать ударные нагрузки. Правильное использование требует обеспечения того, чтобы груз находился в чаше или «седле» крючка, а не на кончике, поскольку нагрузка на кончик значительно снижает номинальную грузоподъемность крючка.
Целостность тросов и цепей во многом зависит от арматуры, используемой для их окончания. Зажимы для троса — это распространенный механический метод формирования проушины или петли на конце троса. Установка этих зажимов требует точных значений крутящего момента и правильной ориентации — часто называемого правилом «седло на мертвой веревке». Неправильный монтаж может привести к резкому снижению эффективности. Аналогичным образом, звенья цепи, такие как главные звенья и соединительные звенья, должны соответствовать марке и размеру используемой цепи. Использование несоответствующих компонентов создает слабые места в сборке такелажа.
Блоки используются для изменения направления тяги или для обеспечения механического преимущества в системе такелажа. Блоки-захваты — это особый тип блоков, которые можно открыть, чтобы легко вставить трос, не продевая его. Эта особенность делает их очень ценными для такелажа, в котором леску необходимо перенаправлять в обход препятствий. При использовании блоков очень важно учитывать «угол подвижности», который представляет собой угол между тросом и шкивом. Чрезмерные углы отклонения могут привести к износу каната относительно фланцев шкива или выскакиванию из канавки, что приведет к быстрому износу как каната, так и блока.
Концепция предела рабочей нагрузки (WLL) является краеугольным камнем практики безопасного монтажа. WLL — это максимальная масса или сила, которую такелажное оборудование рассчитано на выдержку в определенных условиях. Этот показатель определяется производителем на основе прочности материала на разрыв, расчетного коэффициента и усталостных свойств. Превышение допустимой нагрузки строго запрещено, поскольку это выталкивает оборудование за пределы его упругости, вызывая необратимую деформацию и неизбежный выход из строя.
Однако на практике WLL не является статическим и абсолютным числом; на это влияет конфигурация такелажа. Когда нагрузка распределяется между несколькими опорами стропы, натяжение каждой опоры меняется в зависимости от угла подъема. Это известно как «угловой фактор». По мере уменьшения угла между опорой стропы и горизонтальной плоскостью (более пологий подъем) натяжение опоры стропы увеличивается в геометрической прогрессии. Например, подъем под углом 60 градусов оказывает значительно меньшую нагрузку на оборудование, чем подъем под углом 30 градусов. Понимание этой динамики необходимо для расчета фактической нагрузки на каждый компонент.
| Угол стропа (градусы) | Коэффициент нагрузки | Влияние на такелажное оборудование |
|---|---|---|
| 90 (вертикально) | 1.000 | Базовое напряжение; оборудование воспринимает полный вес нагрузки. |
| 60 | 1.155 | Умеренное увеличение напряжения; стандартная конфигурация. |
| 45 | 1.414 | Высокое напряжение; аппаратная мощность эффективно снижается. |
| 30 | 2.000 | Критическое напряжение; оборудование воспринимает двойной вес нагрузки. |
Выбор такелажа требует больше, чем просто соответствие грузоподъемности и веса; Условия эксплуатации играют решающую роль при выборе материала. Факторы окружающей среды, такие как температура, коррозия и химическое воздействие, могут быстро ухудшить производительность оборудования, если выбраны неправильные материалы. Комплексная стратегия выбора учитывает эти внешние переменные, чтобы обеспечить долговечность и безопасность.
В морских условиях или в условиях высокой влажности и соленых брызг стандартное оборудование из углеродистой стали подвержено быстрой коррозии. Эта коррозия может поставить под угрозу структурную целостность скоб и крюков, образуя на поверхности точечную коррозию, которая действует как концентратор напряжений. Для этих целей обязательным является использование такелажа из нержавеющей стали или оцинкованной стали. Гальванизация обеспечивает защитное цинковое покрытие, которое жертвует собой ради защиты основной стали. Однако в сильно кислых или щелочных средах нержавеющая сталь (особенно марки 316) обеспечивает превосходную стойкость к химическому воздействию по сравнению с оцинкованными вариантами.
Температура оказывает глубокое влияние на металлургию такелажного оборудования. Компоненты из стандартной легированной стали обычно хорошо работают в стандартном температурном диапазоне, но сильный холод может сделать сталь хрупкой, что приводит к хрупкому разрушению под ударными нагрузками. Это особенно актуально для операций в арктических условиях или холодильных складов. И наоборот, в высокотемпературных средах, таких как литейные или сталелитейные заводы, требуется термостойкое оборудование. Стандартное оборудование может потерять значительную часть своей прочности при воздействии температур, превышающих определенные пороговые значения. В таких случаях необходимо использовать оборудование, специально рассчитанное на повышенные температуры, чтобы предотвратить снижение производительности.
Такелажное оборудование подвержено износу, усталости и повреждениям на протяжении всего срока службы. Надежный протокол проверки — единственная защита от выхода оборудования из строя из-за его деградации. Правила обычно требуют, чтобы такелажное оборудование проверялось компетентным лицом перед каждым использованием и проходило тщательную периодическую проверку не реже одного раза в год или чаще в зависимости от интенсивности использования.
Существуют четкие, не подлежащие обсуждению признаки, указывающие на то, что часть оборудования должна быть немедленно выведена из эксплуатации. Эти критерии основаны на наблюдаемых дефектах, которые ставят под угрозу структурную целостность компонента. Полагаться на догадки или «поднять еще один подъем» поврежденного оборудования недопустимо. Инспекторы должны выявить следующие критические неисправности:
Правильное обслуживание неразрывно связано с документацией. Для каждой части критически важного оборудования должна быть предусмотрена специальная запись, в которой отслеживается история его проверок, ремонтов и условий использования. Эта документация служит юридической защитой и рабочим инструментом. Это позволяет команде по безопасности выявлять тенденции, например, конкретные компоненты, которые изнашиваются быстрее, чем ожидалось, что может указывать на неправильное использование или факторы окружающей среды. Эффективная документация превращает техническое обслуживание из меры реагирования в упреждающую стратегию безопасности.
Несмотря на установленные стандарты, заблуждения относительно установки оборудования сохраняются, что приводит к опасным практикам. Выявление и исправление этих ошибок жизненно важно для поддержания безопасного рабочего места. Часто эти ошибки возникают из-за отсутствия подготовки или непонимания физики, связанной с оснасткой.
Частая ошибка связана с точечной нагрузкой скоб. Это происходит, когда стропа или крюк соединены с дужкой таким образом, что нагрузка концентрируется в одной точке дуги дужки, а не распределяется по седлу. Точечная нагрузка резко снижает допустимую нагрузку и может повредить корпус скобы. Скобы рассчитаны на полную посадку груза на штифт или дугу дуги.
Штифт дужки является прецизионной деталью. Распространенной ошибкой является чрезмерное затягивание штифта с помощью удлинителей, что может растянуть резьбу штифта и деформировать ушки дужки. И наоборот, если оставить штифт слишком свободным, это может привести к его выпадению во время вибрации или динамического подъема. Правильная процедура заключается в затягивании штифта вручную до тех пор, пока он не будет плотно сидеть, а затем, при необходимости, слегка отодвинуть его, чтобы выровнять отверстие шплинта (для скоб болтового типа), гарантируя, что штифт остается в безопасности, но не подвергается нагрузке.
Многие неисправности такелажа вызваны не статическим весом, а динамическими силами. Ударная нагрузка — когда груз внезапно падает или дергается — может создавать силы, во много раз превышающие статический вес груза. Стандартное такелажное оборудование рассчитано на статические нагрузки и особые динамические факторы, но неконтролируемая ударная нагрузка может мгновенно превысить предел прочности оборудования. Операторы должны перемещать грузы плавно и избегать внезапных остановок или пусков, чтобы защитить узел такелажа.
В конечном итоге безопасность и эффективность такелажных работ зависят от людей, выполняющих работу. Качественное оборудование бесполезно в руках неподготовленного оператора. Комплексные программы обучения должны охватывать идентификацию оборудования, расчет грузоподъемности, распознавание опасностей и правильное использование строп и аксессуаров. Компетентность выходит за рамки базовых знаний; для этого требуется способность оценивать уникальные ситуации и принимать обоснованные решения по обеспечению безопасности. Регулярные беседы с инструментами и курсы повышения квалификации гарантируют, что персонал, занимающийся монтажом такелажных работ, будет в курсе новейших стандартов и передовых методов, способствуя развитию культуры безопасности, которая пронизывает каждый уровень работы.

Трос из нержавеющей стали 1 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×7 — это высококачественный, прочный и универсальный канат, изготовленный из одной пряди из семи отдельн...
Подробнее
Трос из нержавеющей стали 1 × 19. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×19 представляет собой прочный и высокопрочный канат, изготовленный из одной пряди из 19 отдельных пров...
Подробнее
Трос из нержавеющей стали 7 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 7×7 — это универсальный, прочный и гибкий канат, состоящий из семи прядей, каждая из которых содержит семь отде...
Подробнее![7X19 [6x19+IWS] Трос из нержавеющей стали 304/316](/steelwirerope-china/2024/12/20/4.jpg)
7X19 [6x19 IWS] Трос из нержавеющей стали. Знакомство с продукцией Обзор: Трос из нержавеющей стали 7X19 [6x19 IWS] представляет собой высокопроизводительный трос, предназначенный для применений...
Подробнее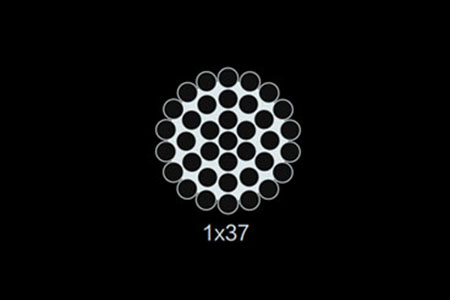
Трос из нержавеющей стали 1 × 37. Знакомство с продуктом Обзор: Трос из нержавеющей стали 1×37 представляет собой высокопрочный и долговечный канат, изготовленный из одной пряди из 37 отдельных ...
Подробнее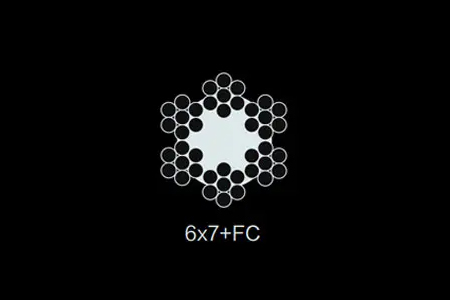
Трос из нержавеющей стали 6 × 7 FC. Знакомство с продуктом Обзор: Трос 6×7 FC из нержавеющей стали — это высококачественный канат, предназначенный для применений, требующих как прочности, так и гибкос...
Подробнее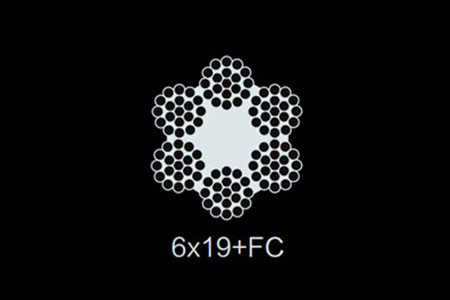
Трос из нержавеющей стали 6 × 19 FC. Знакомство с продуктом Обзор: Трос из нержавеющей стали 6×19 FC — это высокопроизводительный универсальный канат, обеспечивающий исключительную прочность, ги...
Подробнее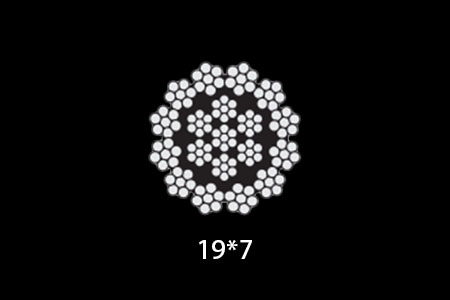
Трос из нержавеющей стали 19 × 7. Знакомство с продуктом Обзор: Трос из нержавеющей стали 19×7 — это высокопроизводительный трос, предназначенный для широкого спектра применений, требующих как п...
Подробнее
Трос из нержавеющей стали 7 × 37. Знакомство с продуктом Обзор: Трос из нержавеющей стали 7×37 представляет собой высокопрочный, гибкий и долговечный канат, состоящий из 7 прядей, каждая из кото...
Подробнее
Трос из нержавеющей стали 6 × 37 FC. Знакомство с продуктом Обзор: Трос из нержавеющей стали 6×37 FC представляет собой высокопроизводительный многопрядный канат, предназначенный для применений, требу...
Подробнее
Трос из нержавеющей стали 6 × 36 WS FC. Знакомство с продуктом Обзор: Трос из нержавеющей стали 6×36 WS FC — это высококачественный канат для тяжелых условий эксплуатации, предназначенный для пр...
Подробнее
Черный трос из нержавеющей стали 7 × 7 (процесс травления фосфорной кислотой) Знакомство с продуктом Обзор: Черный трос из нержавеющей стали 7×7 (процесс травления фосфорной кислотой) — это высо...
Подробнее
 сканирование WeChat
сканирование WeChat